Сервис! Качество! Цена!
Дадим вторую жизнь любой изношенной детали!
Абразивная обработка является разновидностью обработки метала резанием. Шлифование – процесс обработки заготовок резанием с помощью абразивного инструмента. Шлифование позволяет получить обработанную поверхность с размерной точностью по 4–7 квалитетам и шероховатостью от Ra 0,02 до Ra 6,3.
В зависимости от вида обрабатываемой поверхности различают шлифование круглое (наружное и внутреннее), а также плоское и фасонное.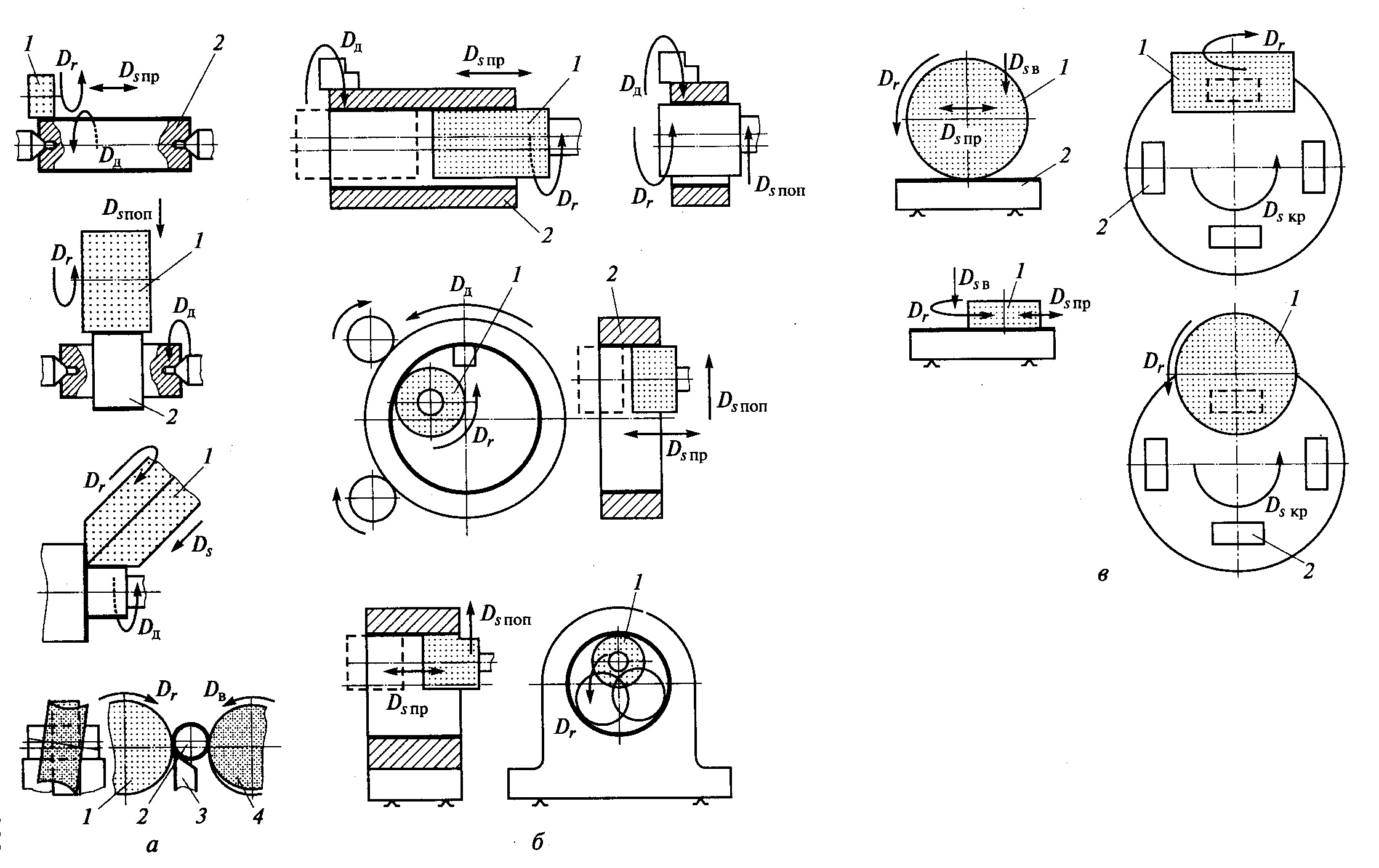
Рис. 8. Технологические схемы шлифования: а, б – круглого соответственно наружного и внутреннего ; в – плоского. 1 – шлифующий круг; 2 – заготовка; 3 – нож; 4 – ведущий круг; Dr – главное движение; Ds – движение подачи; Dв – движение ведущего круга; Dд – движение круговой подачи; Dsпр – движение продольной подачи; Dsпоп – движение поперечной подачи; Ds в – движение вертикальной подачи; Dsкр – движение круговой подачи при плоском шлифовании; → – направление движения резания.
Для выполнения шлифовальных работ широко используются универсальные кругло- и плоскошлифовальные и бесцентрово-шлифовальные станки.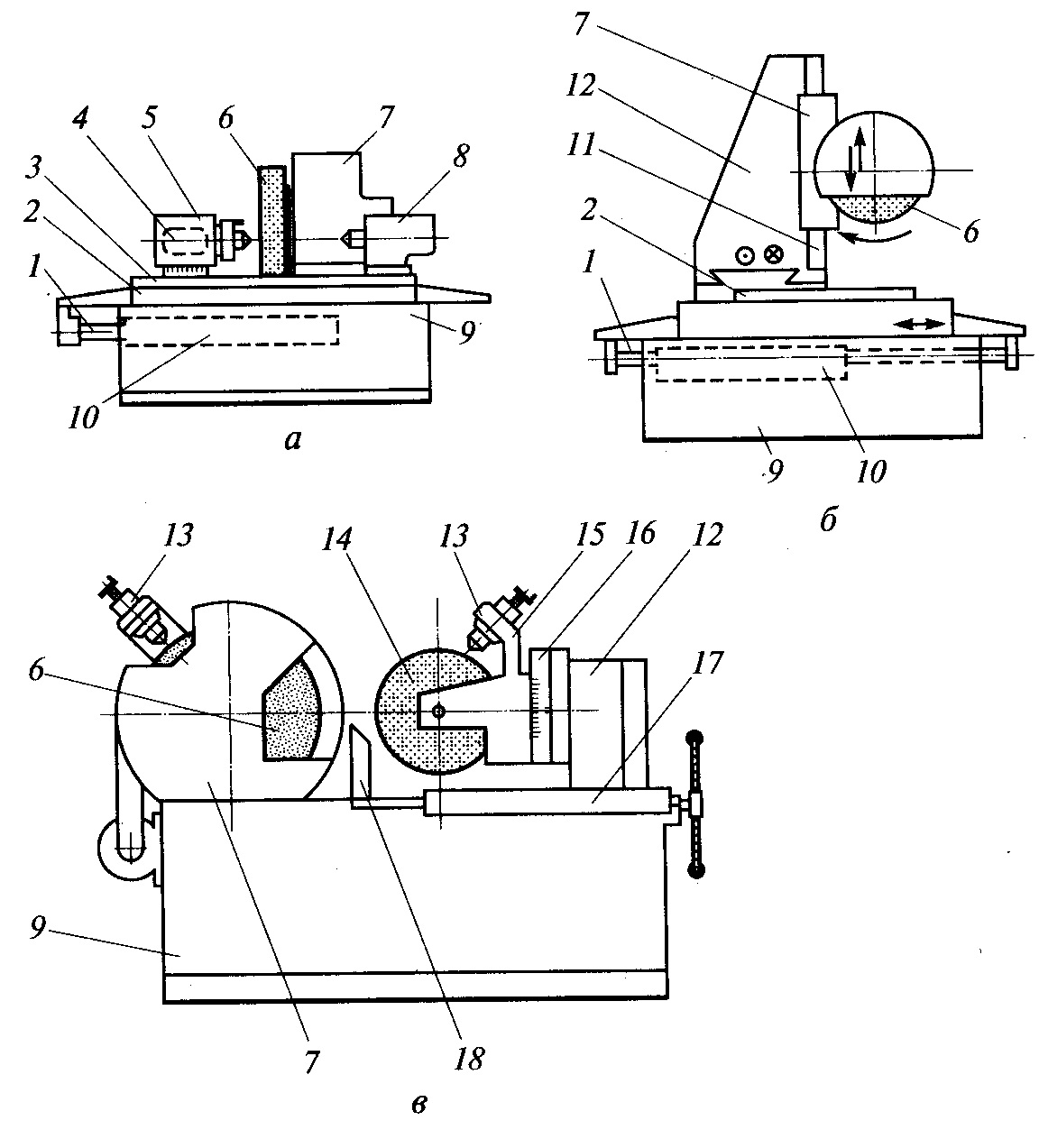
Рис. 9. Станки шлифовальной группы: а – круглошлифовальный; б – плоскошлифовальный; в – бесцентрово-шлифовальный. 1 – шток; 2, 17 – столы; 3 – верхняя поворотная часть стола; 4 – коробка скоростей; 5, 8 – передняя и задняя бабки; 6 – абразивный шлифовальный круг; 7 – шлифовальная бабка; 9 – станина; 10 – гидроцилиндр; 11 – направляющие; 12 – колонная; 13 – механизмы правки; 14 – ведущий круг; 15 – бабка ведущего круга; 16 – поворотный суппорт; 18 – нож; → – направление движений резания.
В качестве режущего инструмента используют электрокорундовый, алмазный и эльборовый инструмент.
Для изготовления абразивных инструментов применяется в основном искусственные абразивные материалы.
К искусственным абразивным материалам относятся электрокорунды, карбиды кремния, карбиды бора, алмазы, КНБ (эльбор).
Электрокорунды получают плавкой в электрических печах боксита или глинозема, содержащих окись алюминия. В зависимости от содержания (в %) корунда электрокорунды бывают следующих разновидностей:
— нормальный электрокорунд (условное обозначение 13А...16А) содержит 93...96,5 % корунда, характеризуется высокими прочностью
и вязкостью, что позволяет использовать его как на чистовых, так и на обдирочных операциях при обработке различных металлов;
— белый электрокорунд (условное обозначение 22А...25А) содержит 96...99 % корунда и применяется для изготовления всех видов абразивных инструментов, а также микропорошков, используемых для обработки свободным абразивом;
— хромистый электрокорунд (условное обозначение 33А, 34А), титанистый электрокорунд (37А), хромотитанистый электрокорунд (условное обозначение 91А…94A) содержат 95...98% корунда с добавлением хрома и титана, что улучшает абразивные свойства. Легированные электрокорунды применяются для изготовления всех видов абразивных инструментов и, по сравнению с обычными электрокорундами, обеспечивают значительное повышение производительности при обработке конструкционных и углеродистых сталей;
— циркониевый электрокорунд (условное обозначение 38А) состоит из корунда (75...80%) и окиси циркония и используется для изготовления обдирочных кругов. По сравнению с кругами из электрокорунда круги из циркониевого электрокорунда работают на повышенных режимах резания, а на обдирочных операциях их стойкость увеличивается до 40 раз.
Монокорунд (условное обозначение 43А . .45А) содержит 98 % корунда, обладает высокими механическими и режущими свойствами и применяется для изготовления всех видов абразивных инструментов, используемых для обработки труднообрабатываемых сталей и сплавов.
Карбид кремния получают плавкой в электропечах кремнезема и материалов с высоким содержанием углерода (кокс, антрацит и т.п.). В зависимости от процентного содержания чистого карбида и цвета различают карбид кремния зеленый (SiC ≤ 97 %) и карбид кремния черный (SiC≤95%):
— карбид кремния зеленый (условное обозначение 62C...64С) обладает большими твердостью и абразивной способностью, но меньшей вязкостью. Изготавливается в виде кругов, брусков, абразивной шкурки, паст и применяется для обработки твердых сплавов (пластмассы, камень, мрамор и др.);
— карбид кремния черный (условное обозначение 52С...54С) отличается большей хрупкостью и применяется для металлов, неметаллических хрупких материалов.
Карбид бора (КБ) получают плавкой шихты из технической борной кислоты В2О3 и нефтяного кокса. Карбид бора содержит 84...93 % кристаллического карбида бора В4С, имеет малую зернистость, очень высокие твердость и хрупкость, и поэтому его выпускают в виде порошков и паст и используют для обработки (доводки) незакрепленным зерном деталей из твердого сплава и чугунов
Алмаз синтетический (АС) выпускают в виде зерен размерами 0,1...3000 мкм и применяют для изготовления кругов, паст, брусков, а также карандашей и роликов для правки шлифовальных кругов. При обработке твердых сплавов шлифованием, резке и доводке используют кристаллические, синтетические алмазы марок АС2…АС6, АС 15, АС20, АС32, АС50 (цифры 2, 6, 15 и др. показывают прочность зерен в ньютонах) или поликристаллические марок АРК4, АРСЗ с покрытием зерен карбидом вольфрама (К) и кремнием (С), повышающих их производительность и прочность. Микропорошки марок АСМ и АСН нормальной и повышенной режущей способности применяют для изготовления всех видов абразивных инструментов, а также в виде паст для доводки и притирки.
Природные алмазы (А) применяются в основном в правящем инструменте для обработки камня, керамики.
Кубический нитрид бора (эльбор) применяют для обработки изделий из легированных и закаленных сталей. В зависимости от вида сырья для синтеза, способа получения, прочности и наличия покрытий эльбор производится следующих марок: ЛО, ЛП и ЛКВ - соответственно обычной, повышенной и высокой механической прочности; ЛД - поликристаллический; ЛОМ и ЛОС - с покрытием пленками, содержащими кремень или углерод. Из эльбора изготавливают все виды инструментов.
Припуски на обработку плоским шлифованием.
|
Установка детали на стайке |
Длина обрабатываемой поверхности, мм |
Состояниеояние обрабатыва мой повер; иости |
Ширина шлифуемой поверхности, ми |
||||||
|
|
|
|
|
|
|
||||
|
Без выверки |
До 100 |
Н 3 |
0,1 0,13 |
0,15 0,20 |
0,20 0,25 |
|
|
— |
|
|
|
100—150 |
н 3 |
0,15 0,20 |
0,20 0,25 |
0,25 0,30 |
0,30 0,35 |
0,35 0,45 |
0,5 0,6 |
|
|
|
500—1000 |
н 3 |
0,20 0,25 |
0,25 0,30 |
0,30 0,35 |
0,35 0,40 |
0,40 0,50 |
0,6 0,7 |
|
|
|
1000— 2000 |
н 3 |
|
0,30 0,35 |
0,35 0,40 |
0,40 0,50 |
0,45 0,55 |
0,65 0,75 |
|
|
|
Более 2000 |
н 3 |
|
|
0,40 0,50 |
0,45 0,55 |
0,50 0,60 |
0,7 0,8 |
|
|
В приспособлении или с вы- веркой индикатором |
До 100 |
н 3 |
0,08 0,10 |
0,12 0,13 |
0,15 0,17 |
|
|
— |
|
|
|
100—150 |
н 3 |
0,10 0,13 |
0,13 0,17 |
0,18 0,20 |
0,20 0,25 |
0,20 0,30 |
0,25 0,35 |
|
|
|
500— 1000 |
н 3 |
0,15 0,17 |
0,17 0,20 |
0,20 0,25 |
0,25 0,30 |
0,25 0,35 |
0,30 0,40 |
|
|
|
1000— 2000 |
н 3 |
|
0,20 0,25 |
0,25 0,30 |
0,25 0,35 |
0,30 0,40 |
0,35 0,45 |
|
|
|
Более 2000 |
н 3 |
|
— |
0,30 0,35 |
0,35 0,40 |
0,40 0,45 |
0,45 0,55 |
|